Distributeur de liquide TD-30
Distributeur de liquide TD-30



spécifications techniques
Le distributeur TD-30 pour produits liquides et visqueux est conçu pour la distribution de produits liquides et visqueux ne présentant pas de risque de séparation.
Ce distributeur est destiné aux entreprises de l’industrie agroalimentaire.
Le distributeur de liquide doit fonctionner à une température ambiante de +10 °C à +40 °C, une humidité relative de l’air de 45 % à 80 %, une pression atmosphérique de 84 à 107 kPa (630 à 800 mmHg), sous des climats tempérés et tropicaux (catégories d’installation 2 et 3).
Pour les climats tempérés, la pompe centrifuge doit être protégée du rayonnement solaire direct et des précipitations (catégorie d’installation 1 selon la norme GOST 15150).
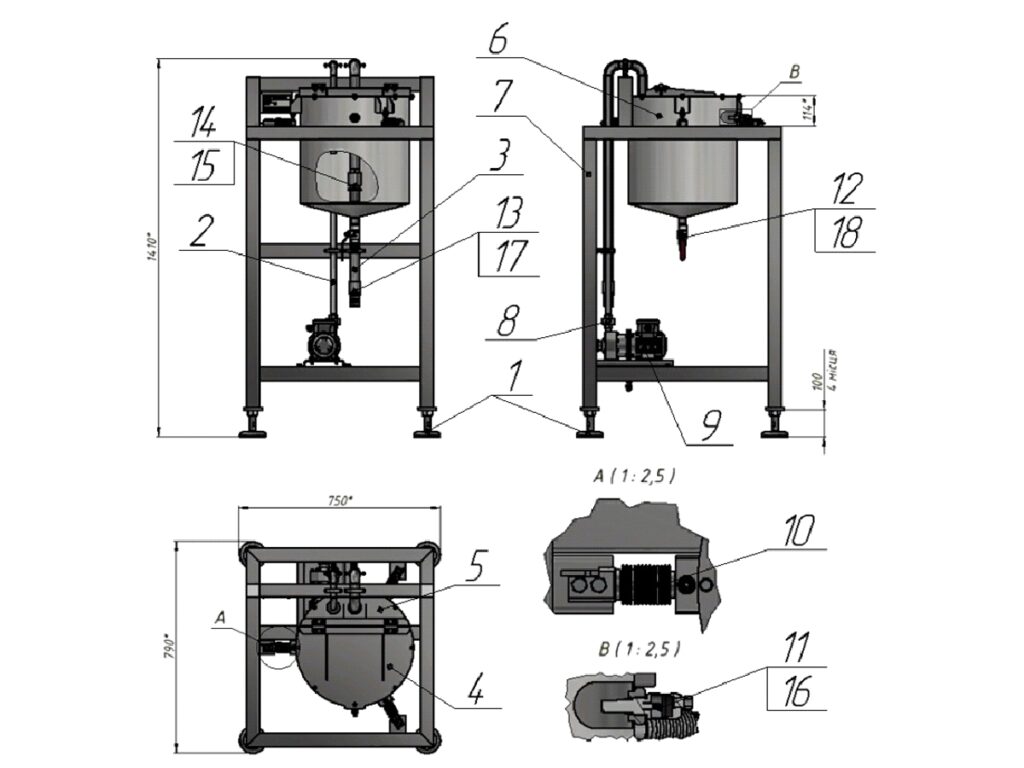
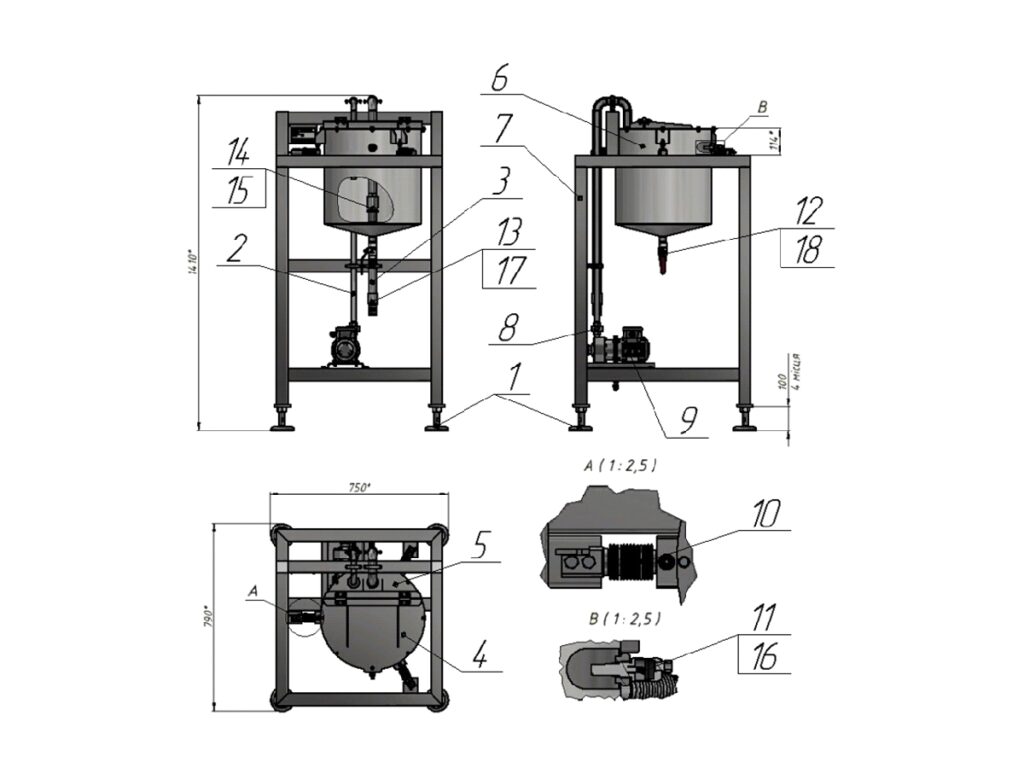
Composition du distributeur :
1 – Support
2 – Tuyau de remplissage
3 – Tuyau d’aspiration
4 – Couvercle
5 – Couvercle fixe
6 – Réservoir
7 – Châssis du réservoir
8 – Raccord américain G1/2 B-B AISI 304
9 – Pompe centrifuge SM MAG-P4 PP 3,4 m³/h
10 – Capteur de contrainte VM-11-S3 – 20 kg – IP68
11 – Capteur de niveau capacitif
12 – Vanne à bille G3/4 AISI 304
13 – Raccord droit G1, DN 25 AISI 304
14 – Clapet anti-retour G1, DN 25 AISI 304
15 – Filtre à mailles G1, DN 25 AISI 304
16 – Rondelle d’étanchéité 18x22x2 DIN 7603
17 – Raccord AISI 304 G1x25mm
18 – Raccord AISI 304 G3/4x20mm
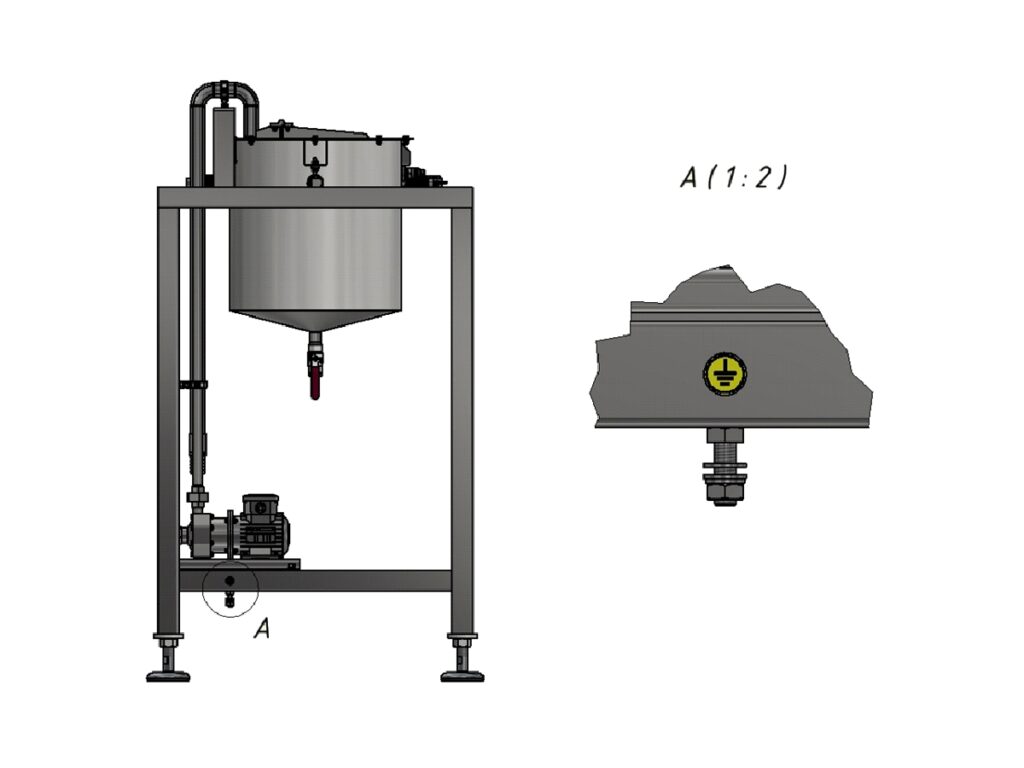
Le distributeur de liquide est constitué d’un châssis 7 (réglable à l’aide de supports 1) sur lequel est fixé le réservoir 6 par des jauges de contrainte 10.
Le réservoir est fermé par un couvercle fixe 5 et un couvercle 4. Un capteur capacitif 11, étanche grâce à une rondelle 16, contrôle le niveau de liquide.
Pour vidanger le liquide du réservoir, une vanne à bille 12 et un raccord 18 sont situés dans sa partie inférieure.
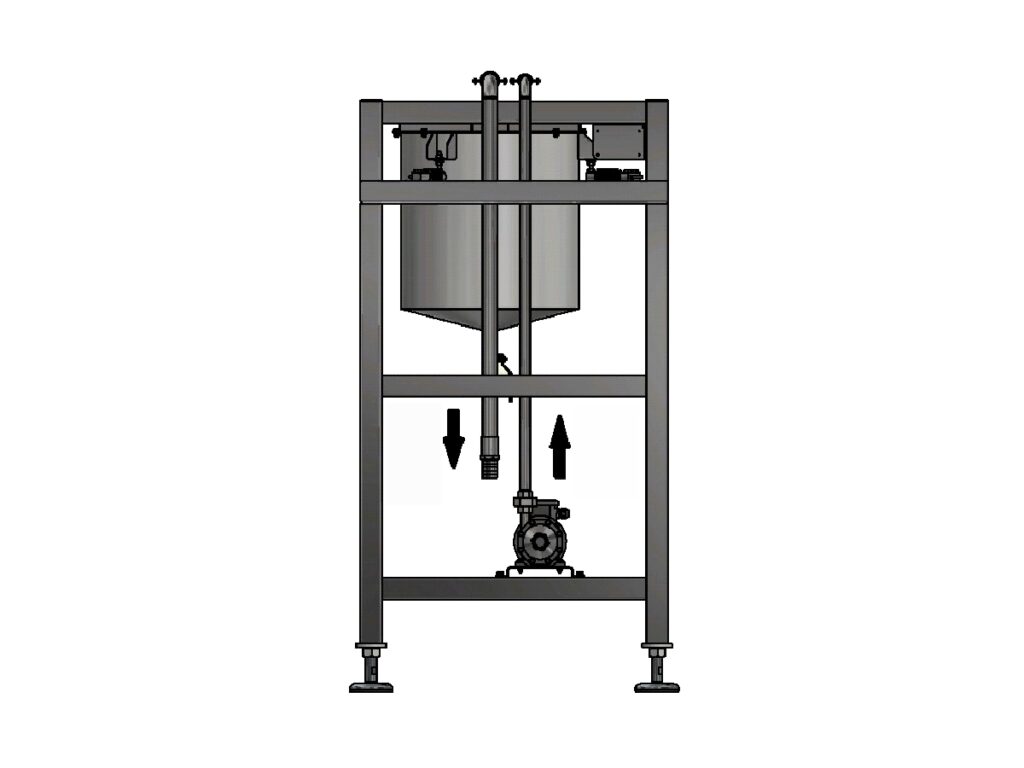
Le remplissage du réservoir est assuré par une pompe centrifuge 9 à laquelle sont raccordés un raccord américain 8 et un tuyau de remplissage 2.
Un clapet anti-retour 14 et un filtre à tamis 15 sont installés sur le tuyau d’aspiration 3 du réservoir. Un raccord droit 13 et un raccord 17 sont fixés côté châssis.
SÉQUENCE DE FONCTIONNEMENT DU DOSEUR
Un tuyau contenant le liquide est relié à la pompe centrifuge, qui alimente le réservoir via le tuyau de remplissage.
Des capteurs de contrainte (réglés et calibrés au poids approprié) dosent la quantité de liquide fournie. Un capteur capacitif (également calibré) empêche tout débordement du réservoir.
Un tuyau, relié à une seconde pompe centrifuge, est connecté au tuyau d’aspiration par un raccord. Ce tuyau prélève le liquide du réservoir.
Les capteurs de contrainte sont activés, transmettent une impulsion à la pompe centrifuge et injectent une nouvelle portion de liquide dans le réservoir. Ce processus se répète cycliquement.
À l’extrémité du tuyau d’aspiration se trouvent un clapet anti-retour, qui empêche le retour du liquide vers le réservoir, et un filtre à mailles, qui purifie le liquide.
 CONTACTEZ NOS
EXPERTS
CONTACTEZ NOS
EXPERTS

Que faire si le gâteau a une teneur en huile résiduelle trop élevée ? Analyse des erreurs typiques
Êtes-vous insatisfait(e) de la teneur en huile de votre tourteau de soja ? Comment revenir à une teneur de 7 à 8 % ?
Propriétés de l’huile de soja après pression
Huile de soja pressée à froid
Est-il possible d’unifier la ligne de pression d’huile de soja et la ligne de pression d’huile de tournesol ?
