to reduce the temperature of cake (granules, or pellets, etc.) after pressing, extruding or granulating processesвання. Основним завданням є зниження температури продукту до рівня, близького до температури навколишнього середовища
FINAL PRODUCT
cake, granules, fly ash (temperature 10 °C above ambient temperature)
RAW MATERIALS
hot (up to 140 °C) cake, granules, pellets or other loose materials
technical specifications
Productivity
1000-4000 kg / h
Bulk density of the product
0.7(±0.1) kg/cm³
Installed capacity
0.5 kW
Product temperature after cooling (relative to the temperature of the air cooling the raw material): ≈+10°C
Cooler models, depending on performance:
Parameter
СН-1000
СН-2000
СН-3000
СН-4000
Productivity, kg/h
1000
2000
3000
4000
Length, mm
1515
1765
2015
2015
Width, mm
1170
1420
1680
1930
Height, mm
3520
3890
4415
4685
Weight, kg
455
655
995
1200
Power, kW
0,5
0,5
0,5
0,5
The cooling unit is designed to reduce the temperature of the cake (granules or pellets, etc.) after pressing, extruding or granulating processes. The main task is to reduce the temperature of the product to a level close to ambient temperature, which ensures:
stability of the physicochemical parameters of the product;
extension of the shelf life of the finished product;
prevention of self-heating and development of microflora.
Coolers are widely used in various areas of agricultural raw material processing:
compound feed industry – cooling of compound feed granules after granulators and extruders, feed mixtures for poultry, pigs, cattle, fish and fur animals;
production of pet food – cooling of extruded dog and cat feeds, fish after drying or extrusion, stabilization of the structure and taste properties of the feed, creation of conditions for further application of fats, vitamin supplements and flavorings to the surface of the granules, prevention of moisture condensation during packaging, preservation of the activity of biologically valuable components;
oil and fat industry – cooling of cake after pressing oil crops (sunflower, soybean, rapeseed, etc.), stopping thermal processes that lead to “burnout” of protein, reducing the risk of self-heating during storage in warehouses or silos.
The cooling unit operates as part of a modern automated cooling line with a high level of energy efficiency and quality control.
It is recommended to use equipment from CherkasyElevatorMash, LLC for the components of the technological line. This will ensure the best operation of the cooler.
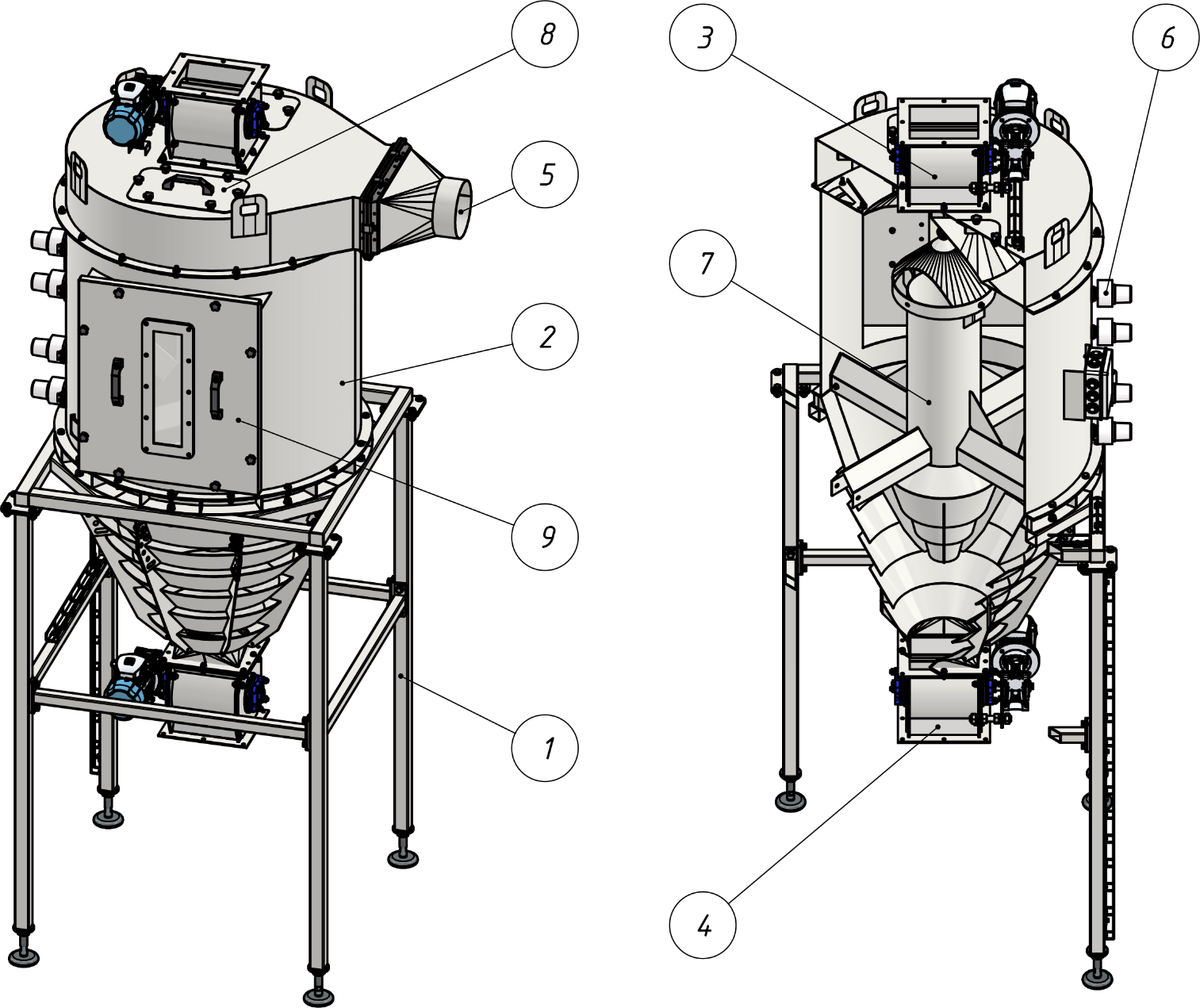
Cooler structure:
1
Support frame
2
Cooling capacity
3
Incoming gateway feeder
4
Output gateway feeder
5
Hot air outlet pipe
6
Level sensors
7
Compressor
8
Inspection hatches
9
Removable cover
The cooling tank is mounted on a support (1). For the cooler to operate using an air duct, it is necessary to connect a fan (aspiration unit, etc.) to the hot air outlet (5) in advance.
The product enters the inlet sluice gate (3) and moves gravitationally into the cooling tank (2). The outlet sluice feeder (4) is closed at this time.
The tank filling is controlled using four level sensors (6): emergency, upper, lower and filling sensor.
As the product accumulates, it reaches the filling sensor (6) – the filling of the cooling tank cone (2) is recorded, which gives a signal to start the fan (aspiration unit, etc.) – the product cooling process begins.
Next, the product passes the lower level sensor and reaches the upper sensor, which records the maximum operating level of the product and sends a signal to start the output sluice feeder (4) – the product unloading process begins.
After that, the product filling level drops to the lower level sensor, which records the absence of product and turns off the output sluice feeder (4) – a new work cycle begins.
Emergency sensor – signals a malfunction that led to an emergency excess of the product level in the cooling tank, and turns off the entire cooling unit.
Inspection hatches (8) are designed to service the upper part of the cooling tank and access the control valves located in it.
The cover (9) is designed to monitor the cooler operation and service the middle part of the cooling tank.
The compressor (7) serves for more efficient heat exchange with air.
The principle of operation of the cooler
is based on the reverse (counterflow) movement (counterflow) of the product and the cooling air, which ensures the most efficient heat and moisture exchange.
The product enters the upper part of the cooler and moves downwards under the influence of gravity. The air is supplied from the bottom up, passing through a controlled layer of the product. In parallel, the heated air is removed from the top, usually using a fan or an aspiration unit (fan-cyclone), etc. Due to the counterflow, the hot product gives off thermal energy to the air, gradually cooling down throughout the layer. Moisture is partially removed from the product into the air, preventing the formation of condensate, and the cooled product leaves the lower part of the cooler, ready for storage or packaging.
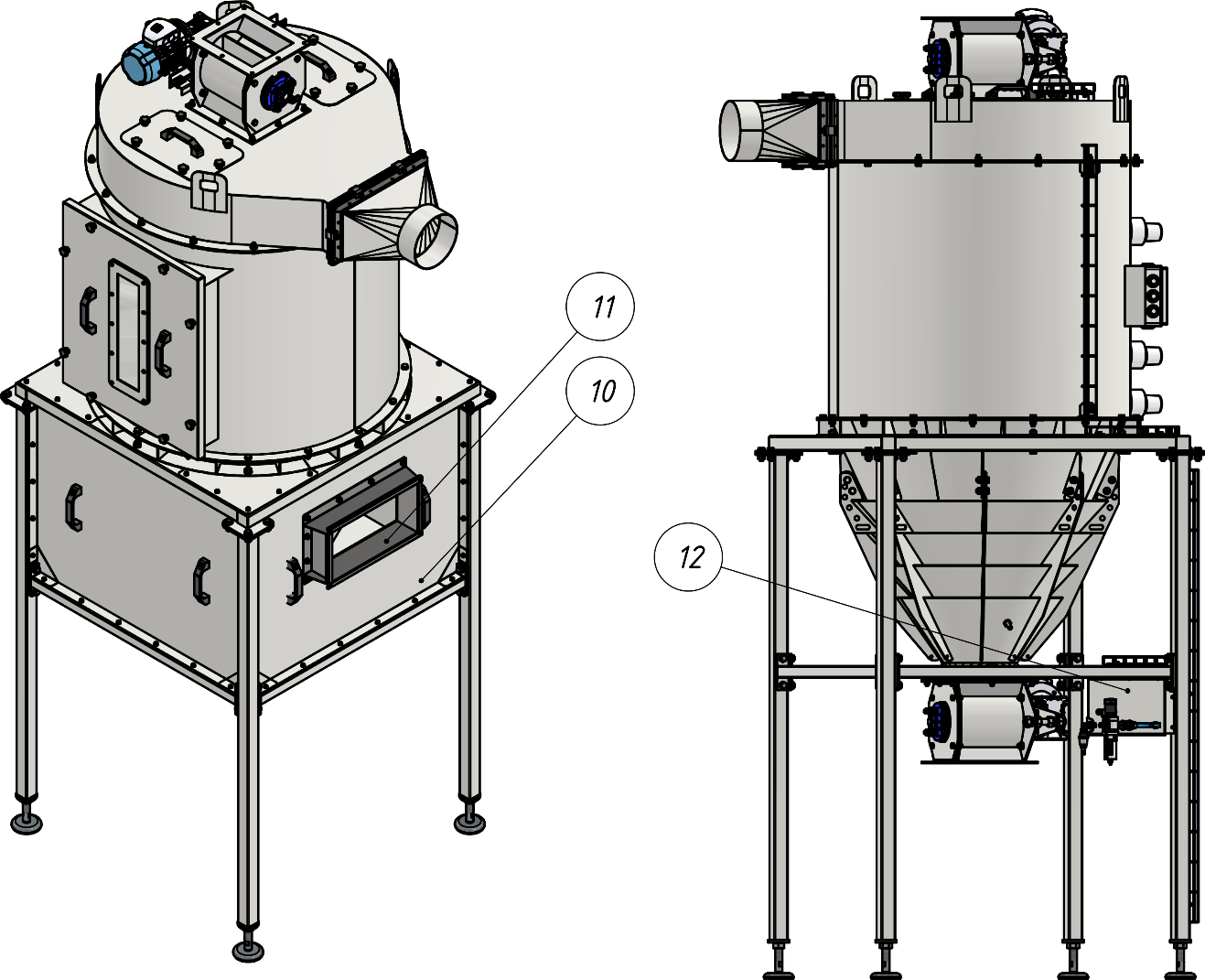
Optional components of the cooling unit
10
Casing
11
Nipple
12
Pneumatic system
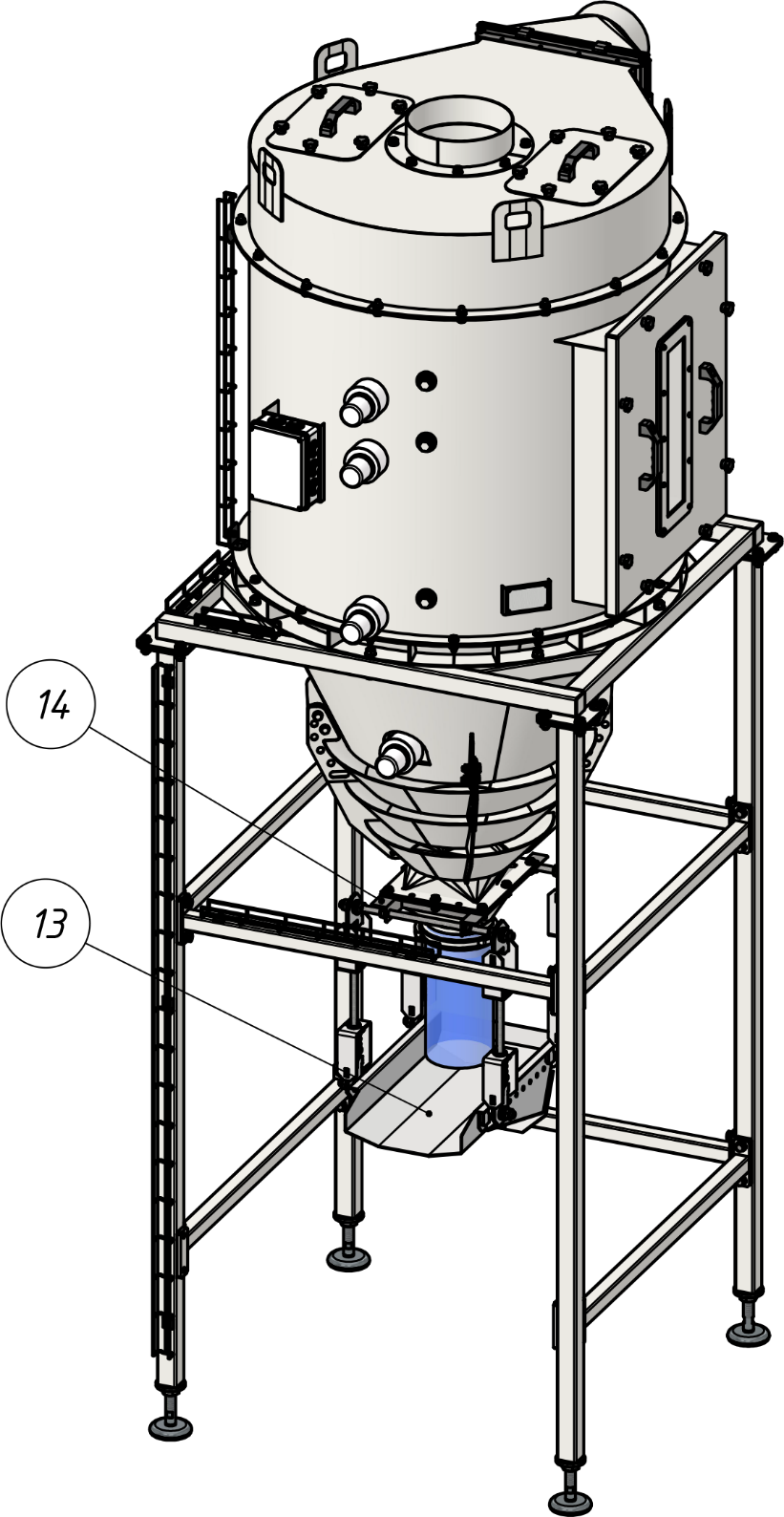
For working with granular products
13
Vibrating tray
14
Removable transition
For working with granulated products, in particular animal feed, the cooler can be manufactured in a special PF (pet food) version. This version takes into account the physical and mechanical properties of the granules and the increased requirements for their integrity and quality.
The design of the cooling tank is optimized to minimize mechanical damage to the granules (reducing fragility and dust formation), provides a more uniform distribution of the air flow throughout the product volume for gentle and effective cooling. In the PF version, the compressor is not installed.
For uniform feeding and dosing of bulk and piece goods at the outlet, the PF cooler can be equipped with a vibrating tray (13), instead of the standard sluice feeder thanks to a removable adapter (14). At the inlet of the cooler, in the PF version, it is also possible to provide for the product to be fed directly from the coater (coating machine) without using a sluice feeder.
Quality guarantee
Warranty period – 1 year
production is certified according to ISO 9001:2015
our coolers are designed for continuous and trouble-free operation
This site uses cookies to save your preferences and personalize advertising offers. By clicking “Agree”, you consent to the use of cookies and accept our privacy policy.